Nozzle Geometry Optimization for Chocolate 3D Printing
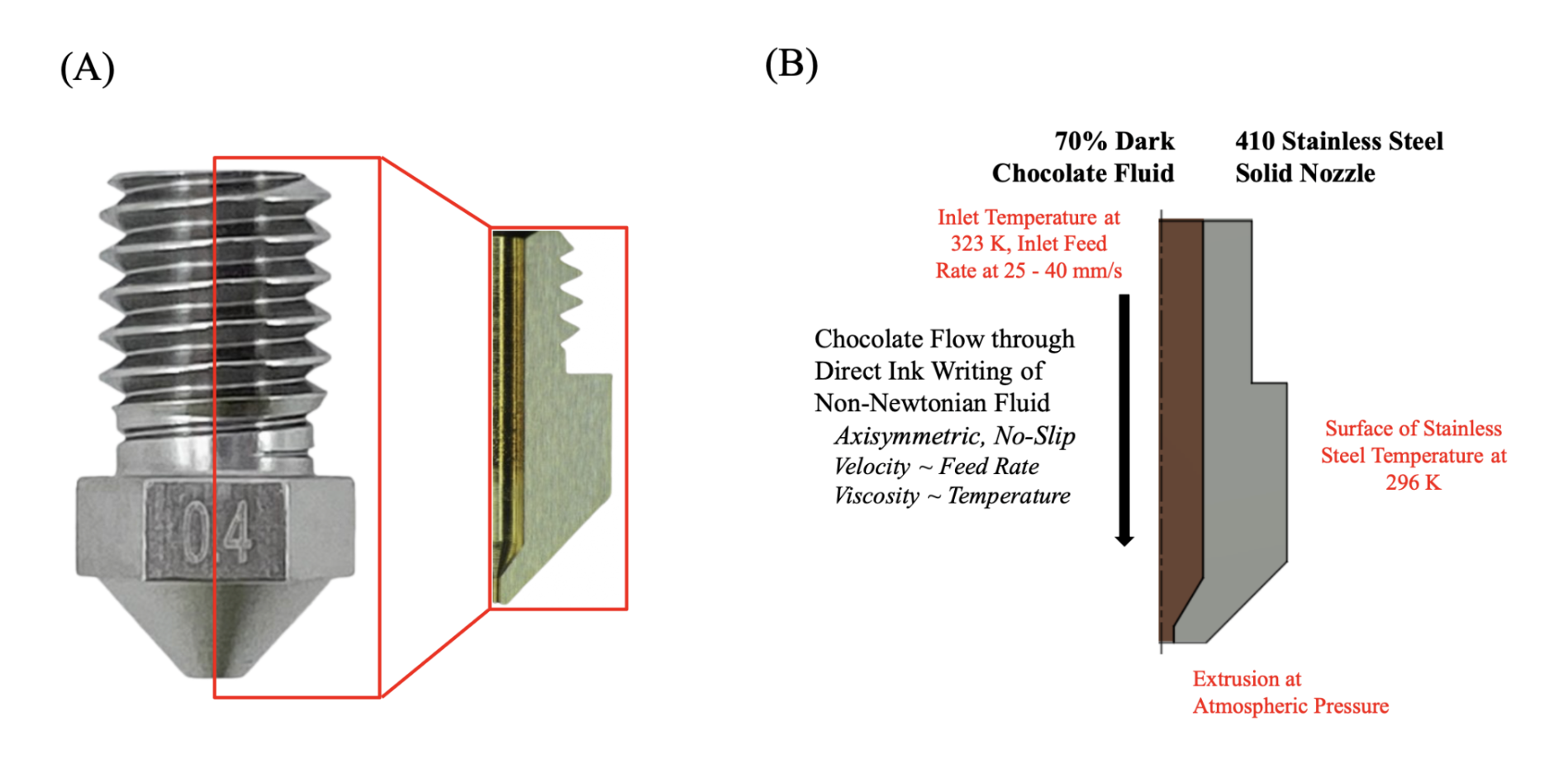
I wrote the problem statement, built the physical schematics in Fusion360, determined the Cross-WLF viscosity model for non-Newtonian chocolate flow, and led the COMSOL model validation and sensitivity analysis for this finite-element study of chocolate extrusion nozzle geometry.
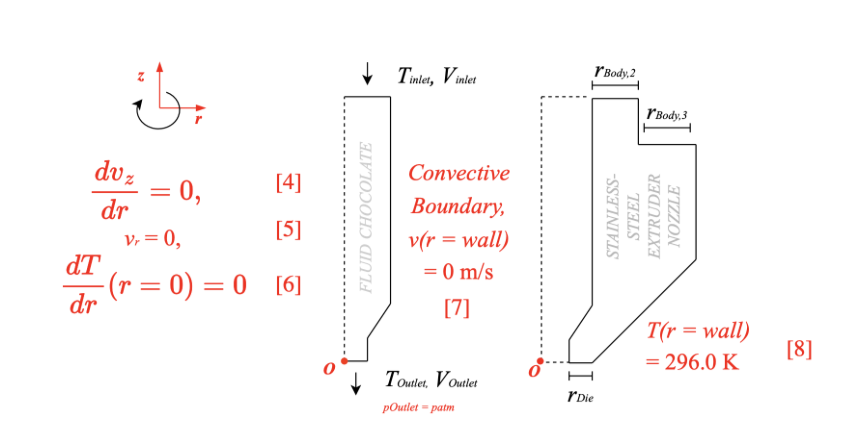
 Axisymmetric nozzle model with outlet temperature visualization
Axisymmetric nozzle model with outlet temperature visualization
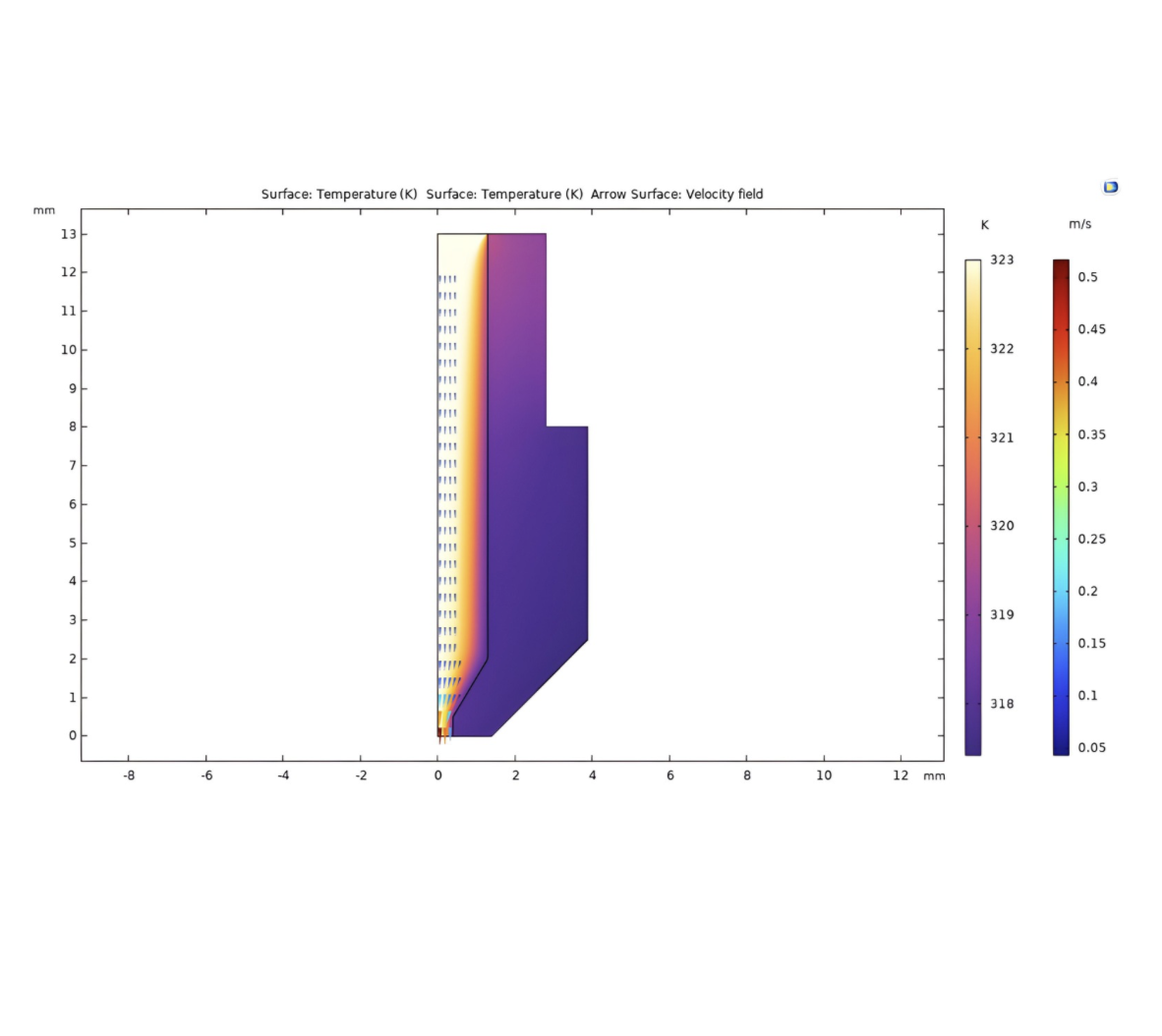
 Axisymmetric nozzle model with outlet temperature visualization
Axisymmetric nozzle model with outlet temperature visualization
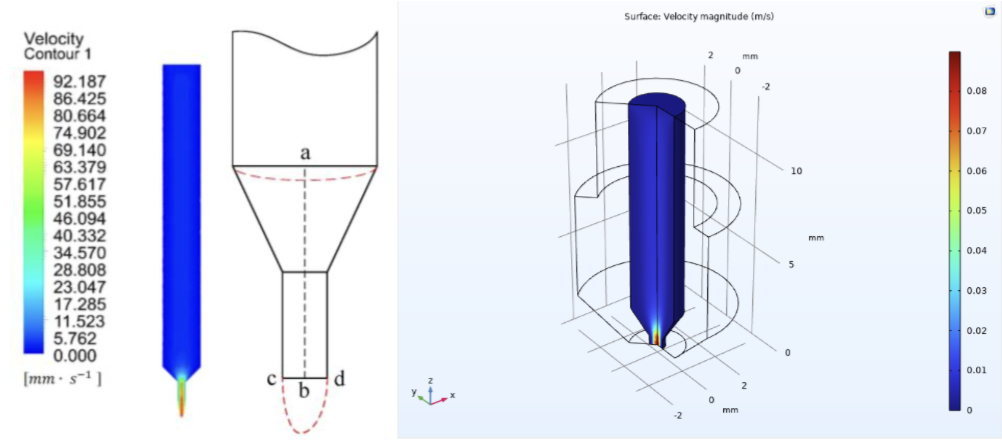 PEEK validation: velocity and temperature vs. Wang et al.
PEEK validation: velocity and temperature vs. Wang et al.
COMSOL Multiphysics
Finite Element Analysis
Non-Newtonian Fluid Flow
Cross-WLF Viscosity Model
Heat Transfer
Fusion360
Chocolate Rheology
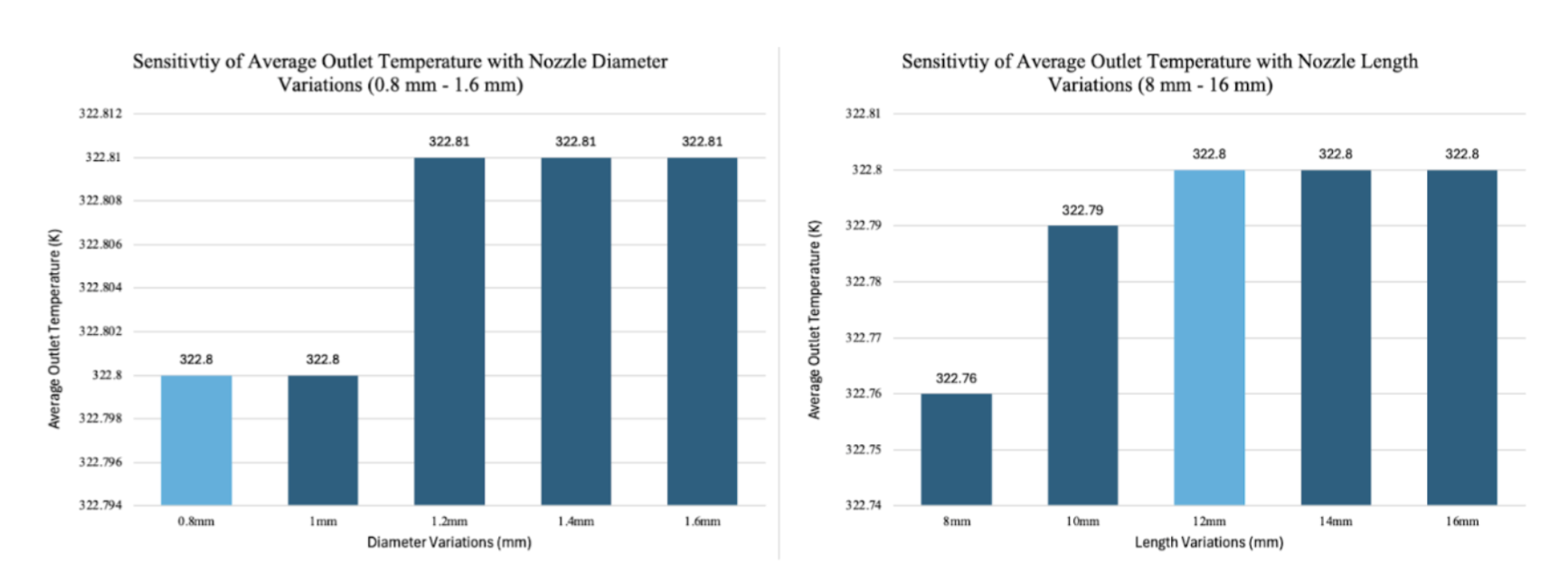
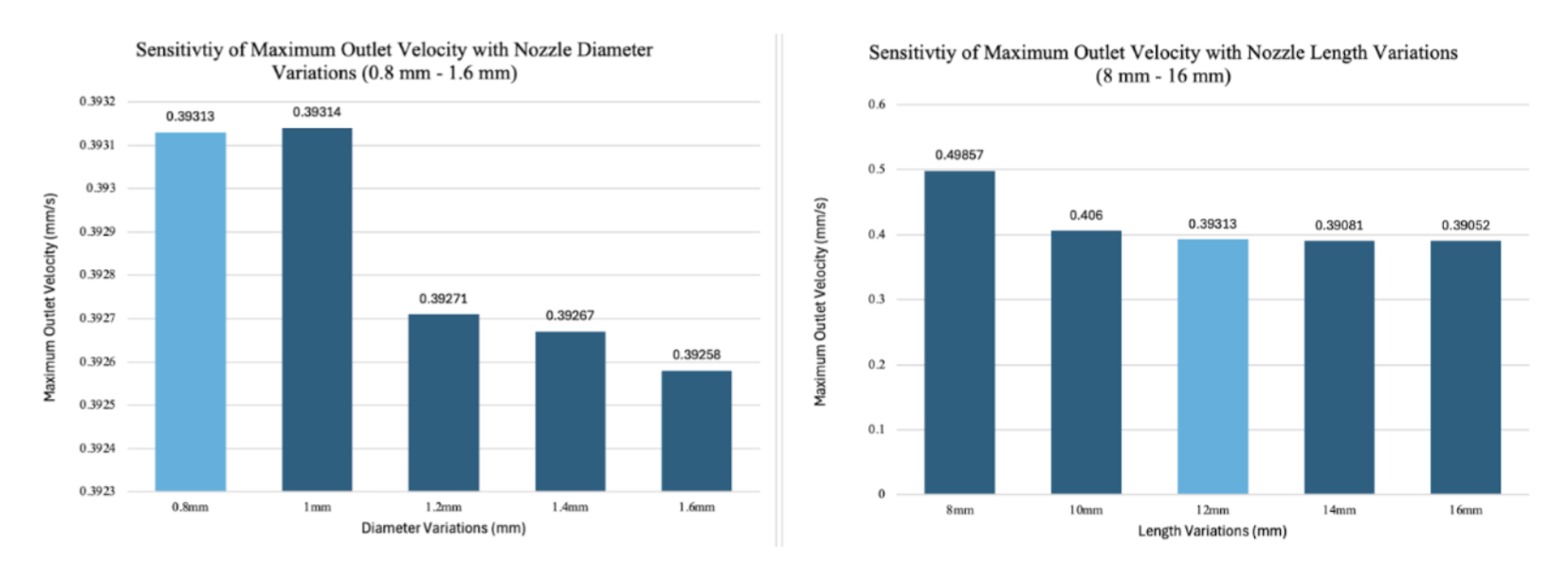
Sensitivity Analysis
Model Validation